AMAZON multi-meters discounts AMAZON oscilloscope discounts
<<<Cont. from Part 3
Electrical maintenance personnel have for years been limited to trouble shooting motors with no more than a multimeter and an insulation resistance tester (megohmeter). The insulation resistance tester unfortunately does not provide enough information to allow most technicians to feel totally confident in determining whether or not an electrical problem exists or not.
The troubleshooting of motors has become more difficult in recent years since many motors today are coupled to variable frequency drives (VFDs). The VFD itself in many cases can cause problems in the motor since it produces harmonics that pollute the power supply to the motor. At the end of this section, a discussion is offered on VFD and its interaction with the motor to help the reader understand its impact on a motor.
There has always been an on-going struggle to utilize technology to identify problems in motors. Recently technologies, such as vibration analysis has been developed to aid in the identification of problems in motors. When vibration analysis shows a two times line frequency (2 FL) spike, it is assumed that it must mean an electrical problem. However, it must be kept in perspective that there are many other variables that may be responsible for producing a 2 FL spike; therefore, removing a motor from service for an electrical repair due only to a high 2 FL could be a mistake, possibly an expensive one.
Also, just measuring the insulation resistance of motor windings may not be enough to say that the motor is fine for continued service or it can be put back in service after it has tripped off-line. The fact is numerous reasons can exist which causes a motor to trip that will not be seen by an insulation test, such as a turn-to-turn short.
Restarting of a motor that has tripped should be considered only after these faults have been ruled out. Troubleshooting an electric motor that is suspected to have an electrical problem requires checking the insulation system as well other components in the motor. To confidently assess the electrical condition of a motor and ensure that it will run reliably, there are six electrical areas in a motor analysis that must be looked at during the troubleshooting effort.
Missing any of these areas could result in missing the problem and not having enough information to make a correct decision. The six areas are illustrated in the FIG 11.
====
FIG 11 Six electric areas of a motor.
The six electric areas:
- •Power quality
- •Power circuit
- •Insulation
- •Stator
- •Rotor
- •Air gap
====
Predictive technologies and tools are available today to troubleshoot and test these areas of interest. It is just one of the several entities that have developed technologies and tools for diagnosing motor problems. PdMA offers two instruments that go beyond the conventional insulation resistance (megohmmeter) tester and multimeter for predictive maintenance and troubleshooting. These instruments are EMAX and MCE. How they can be used to help diagnose motor problems in the six electrical areas of a motor and how to evaluate these areas are discussed next.
10.1 Power Quality
Power quality has recently been thrust in the forefront due to the application of AC and DC drives, as well as other nonlinear loads. The variable frequency drives (VFDs) and other nonlinear loads can significantly increase the distortion levels of voltage and current. How can this distortion be minimized? What equipment is required, and is the concern purely financial or is equipment at risk? Power quality problems as it pertains to motor health involve voltage and current harmonic distortion, voltage spikes, voltage unbalance or imbalance and PF. The basic principle that ties them all together including thermal heating are discussed in this guide from the perspective of motor reliability and troubleshooting.

FIG 12 PdMA's EMAX instrument.
By developing a methodical step-by-step process, power analysis (PA) tests using a power quality analyzer, such as PdMA's EMAX shown in FIG 12, can be used to get information on quality of the power supply being delivered to the motor. These test results can quickly be used to assess three of the six areas listed above. These areas are derived from the most common electrically related motor failures in an industrial environment.
This discussion focuses primarily on the quality of the power supply to the motor, followed by a recommended process on how to evaluate the data recorded during a PA capture.
The EMAX is a dynamic tester that collects data while the motor is operating. This information can be used to evaluate incoming power quality, motor efficiency, rotor, stator, air gap, and power circuit conditions. It simultaneously collects all three phases of current and voltage to provide spectral and digital data in the areas of power, motor current, signature analysis, efficiency, crest factor (CF), total harmonic distortion (THD), sequence data, PF, impedance, current, and voltage.
Power quality refers to the condition of the voltage and current signals.
Single- and three-phase nonlinear loads, VFDs, switch-mode power supplies, starting and stopping of large inductive loads, voltage spikes, and the like that can cause poor power quality. These influences can cause excessive harmonics on the electrical distribution system, which can result in overheating of the insulation system and other undesirable effects on the electrical distribution equipment. The term "power quality" is used for defining the quality of power supplied to the motor to do its job. But what is being actually evaluated is the quality of the voltage that is being supplied to the motor circuit. The power supply system can only control the quality of the voltage; it has no control over the currents that a particular load might draw.
PA test allows a technician to take a power quality snapshot in order to see the condition of the voltage signal and evaluate the effect it will have on the motor. The actual sample time for the simultaneous measurement of the three voltage and current phases takes 0.17 s or less. From this snap shot, the technician focuses primarily on the three phase-to-phase voltages of the power delivered to the motor and determines what effect they are having on motor performance.
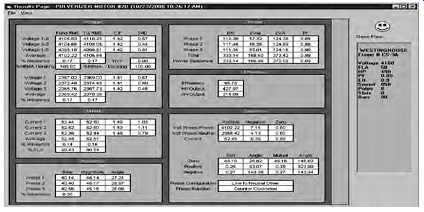
FIG 13 Phase-to-phase voltage imbalance of a motor-sample result page
from PdMA EMAX.
Data used to evaluate power quality is located in the phase-to-phase volt age section of the results page as is shown in FIG 13. In FIG 13, the result page shows among other data the input power to the motor, fundamental root mean square (rms), total rms, CF, and THD for each of the phase to-phase voltages. The average voltage and percent imbalance are also listed.
Additionally, recommended NEMA derating factors are provided for both phase-to-phase voltage imbalance and harmonic voltage factor (HVF).
The motor, or for that matter any three-phase machine, is a symmetrical device and is designed to operate on three-phase balanced sinusoidal volt ages. When line voltages applied to a motor are not equal, negative sequence currents are introduced into the motor windings. The negative sequence cur rents flow in the windings of the motor in the opposite direction to the normal (positive sequence) currents. Therefore, these negative sequence currents produce an air gap flux that rotates in opposite direction to the rotation of the motor. This reduces the net motor torque, affecting its operation and increasing the temperature rise of the motor.
NEMA standard MG1-2006 provides a recommended derating factor based on percent voltage imbalance ( FIG 14). The usual recommendation is to not run a motor when the voltage imbalance is greater than 5% (per NEMA MG-1). For a given phase-to-phase voltage imbalance, rated horsepower of an induction motor should be multiplied by the derating factor in accordance with the NEMA MG1-2006 recommendation. If the load on the motor exceeds this derated value, take steps to correct the imbalance, or reduce the load on the motor. Running the motor with the imbalanced voltage will cause excessive temperature rise in the windings and damage the insulation.
Terminal Voltage:
Terminal voltage has a major effect on motor performance. The effect of low voltage on electric motors is well known and understood; however, the effect of high voltage on motors is often misunderstood. The effects of low and high terminal voltages are discussed next.
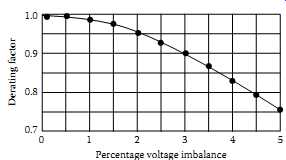
FIG 14 Derating factor chart for voltage unbalance (NEMA MG1-2006). Percentage
voltage imbalance
Effects of low voltage:
When a motor is operated below nameplate rated voltage, some of the motor's characteristics will change slightly and other characteristics more dramatically. To drive a fixed mechanical load, a motor must draw a fixed amount of power from the circuit to produce the necessary torque to drive the load. The amount of power is roughly related to the voltage times current. So with a lower voltage, there will be a rise in current to maintain the required power.
In terms of torque, the torque produce by the motor is proportional to the square of the voltage. For example, if the voltage to the motor is reduced by 10%, the torque will be reduced by 19%. This in itself is not alarming, unless the torque delivered by the motor is less than the torque required by the fixed load. In order to produce the necessary torque the motor will draw more current, therefore rise in current may exceed the nameplate current rating of the motor. When this happens the buildup of heat within the motor will damage the insulation system.
Aside from the possibility of overtemperature and shortened insulation life, other important effects on the motor's performance need to be under stood. Starting, pull-up, and pull-out torque of induction motors all change based on the applied voltage squared. Thus, a 10% reduction from nameplate voltage (100%-90%) would reduce the starting, pull-up, and pull-out torque to 81%. At 80% terminal voltage, the motor would produce 64% torque of the nameplate values. Clearly, it would be difficult to start those hard-to-start loads under such conditions. Similarly, the motor's pull-out torque will be much lower than during normal voltage conditions.
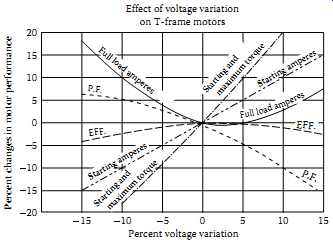
FIG 15 Effects of voltage variation on T-frame motors (NEMA MG1-2006).Effect
of voltage variation on T-frame motors; Percent changes in motor performance
Effects of high voltage:
A common misconception is that high voltage tends to reduce current draw on a motor, since low voltage increases the current. This is not always the case.
High voltage on a motor tends to push the magnetic portion of the motor into saturation. This causes the motor to draw excessive current in an effort to magnetize the iron beyond the point to which it can easily be magnetized.
Generally, motors will tolerate a certain change above nameplate voltage; however, extremes above this value will cause the amperage to go up with a corresponding increase in heating and a shortening of motor life. For example, motors are generally designed to operate satisfactorily with a band of ±10% in accordance with NEMA standards. Even though this is the so-called tolerance band, the best performance would be at rated terminal voltage. Operation at the ends of this band would put unnecessary stress on the motor.
These tolerance bands are in existence not to set a standard that can be used all the time, but rather to set a range that can be used to accommodate the normal hour-to-hour swings in-plant voltage. Continuous operation at either the low or high end of the band will shorten the life of the motor.
The graph shown in FIG 15 is widely used to illustrate the general effects of high and low voltage on the performance of T-frame motors. It is acceptable to show general effects, but remember these effects will change slightly from one motor design to another. High voltages will always tend to reduce PF and increase losses in the system, which results in higher operating cost for the equipment and the system. The following guidelines are pro vided for assistance in evaluating the voltage of a motor circuit:
Small motors tend to be more sensitive to overvoltage and saturation than large motors U-frame motors are less sensitive to overvoltage than T frames
Premium/high efficiency motors are less sensitive to overvoltage than standard efficiency motors Overvoltage can drive up amperage and temperature even on lightly loaded motors; thus, motor life can be shortened by high voltage
Full-load efficiency drops with either high or low voltage
PF improves with lower voltage and drops sharply with high voltage
Inrush current goes up with higher voltage
Simply put, the best life and efficient operation of electric motors occurs when motors are operated at voltage as close to nameplate ratings as possible.
Harmonics:
The presence of harmonic distortion in the applied voltage to a motor will both increase electrical losses and decrease efficiency. These losses will increase motor temperature, resulting in even further losses. High harmonics can result in a temperature rise in motor temperature. NEMA MG1-2006 provides a chart for recommended harmonic derating factor known as HVF to aid in evaluating the harmonic voltage effects on the motor's performance.
FIG 16a shows sinusoidal current and voltage waveforms of a linear load such as a motor. FIG 16b shows the non-sinusoidal current and voltage waveforms of nonlinear load, such as drawn by a VFD.
When performing PA testing of motor circuits, the power analyzer, such as EMAX, samples the applied voltage signal. It analyzes the voltage waveform, identifies the fundamental frequency and all harmonics present and their percent of the waveform. With this information the HVF is calculated and, if required, recommended derating per NEMA guidelines is provided. The HVF derating curve is shown in FIG 17.
There is usually no need to derate motors if the voltage distortion remains within Institute of Electrical and Electronic Engineers (IEEE) Standard 519 1992 limits of 5% THD and 3% for any individual harmonic. Excessive heating problems begin when the voltage distortion reaches 8%-10% and higher.
Such distortion should be corrected for long motor life.
The PA test, i.e., snap shot of power quality, provides a wealth of detailed information for identifying the power quality being delivered to the motor in a distribution system. In addition, this simple to perform test also provides the data required for detailed evaluation of motor circuits that utilize VFDs.
Phase-to-phase voltage, harmonic distortion, bus voltage, and THD have an effect on the performance and condition of a motor.
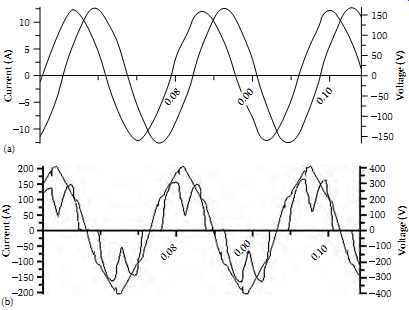
FIG 16 (a) Current and voltage waveforms of linear load. Linear loads
are electrical load devices, which, in steady-state operation, present
essentially constant impedance to the power source throughout the cycle
of applied voltage. An example of a linear load is an induction motor.
Note how the current is proportional to the voltage throughout the sine wave as shown.
(b) Current and voltage waveform of nonlinear load. Nonlinear loads are electrical loads, which draw current discontinuously or whose impedance varies throughout the cycle of the input AC voltage sine wave. Examples of nonlinear loads in an industrial distribution system are arc lighting, converter power supplies for VFDs (6 and 12 pulse), and DC power supplies.
An example of a discontinuous current draw is shown in FIG 16b, illustrating a phase of voltage and current supplying a VFD.
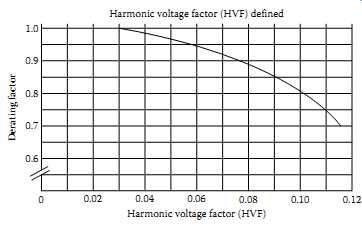
FIG 17 HVF curve (NEMA MG1-2006). Note: The curve does not apply when
the motor is operated at other than rated frequency or when operated from
a variable voltage or frequency source (VFD).
10.2 Power Circuit
The power circuit refers to all the conductors and connections that exist from the point at which the testing starts through to the connections at the motor.
This can include circuit breakers, fuses, contactors, overloads, disconnects, and lug connections. A 1994 demonstration project on industrial power distribution systems found that connectors and conductors were the source of 46% of the faults reducing motor efficiency. When evaluating the condition of a motor, it is a good practice to use as many technologies as possible. The anomalies in a power circuit and how to identify them are discussed next.
Power circuit refers to all the conductors and connections that exist from the power supply bus to the connections at the motor. This can include circuit breakers, fuses, contactors, overloads, disconnects, and lug connections.
Many times a motor, although initially in perfect health, is installed into a faulty power circuit. This causes problems like voltage imbalances, current imbalances, etc. As these problems become more severe, providing the same horsepower output from the motor requires more current, causing temperatures to increase and insulation damage to occur. The PA test as discussed under power quality is performed on energized AC induction, AC synchronous, AC wound-rotor motors, and motors being powered by VFDs.
The PA test indicates anomalies in the power circuit, power quality, and the stator fault zones.
High resistance connections in the power circuit result in unbalanced terminal voltages at the motor. The consequences of the unbalanced terminal voltage are overheating of the components adjacent to the high resistance connection, loss of torque, other phases drawing additional current to compensate, over heating of the insulation system, and a decrease in motor efficiency. Voltage imbalances will cause the motor to draw more current in order to perform the required work. Therefore, this could lead to premature single-phasing or motor burn out resulting in shutdown of a process due to the failed motor.
The values from the PA test that are used to evaluate the health of the power circuit are: phase-to-phase voltage, phase-to-phase current, and their respective imbalances. These measured values are recorded and compared against industry standards. An unbalanced power delivery not only causes a voltage imbalance but also causes a much higher percent current imbalance. Some rules of thumb to apply when troubleshooting the power circuit are listed next.
A 1% voltage imbalance can result in a 6%-7% current imbalance, according to the Electrical Apparatus Service Association.
A 3.5% voltage imbalance can raise winding temperatures by 25%, according to the Electrical Power Research Institute.
A 10°C increase in winding temperature (above design) can result in a 50% reduction of motor life.
Phase voltage unbalance causes three-phase motors to run at temperatures greater than their published ratings. This excessive heating is due mainly to negative sequence currents attempting to cause the motor to turn in a direction opposite to its normal rotation. These higher temperatures soon result in degradation of the motor insulation and shortened motor life. The percent increase in temperature of the highest current winding is approximately two times the square of the voltage unbalance. For example, a 3% voltage unbalance will cause a temperature rise of about 18%. The greater the unbalance, the higher the motor winding temperature and the sooner the insulation will fail. NEMA standards recommend a maximum voltage unbalance of 1% without derating the motor. The motor can be derated down to 75% for a maximum of a 5% voltage unbalance. If the voltage unbalance exceeds 5%, it is recommended that the motor not be operated.
The easiest way to test a power circuit is using the PA test while the motor is under normal operating condition. A current imbalance is a possible indication of a high resistance connection. However, a voltage as well as a current imbalance is a better indicator. What determines whether both imbalances are present in the event of a high resistance connection is the test location.
Both voltage and current imbalances are not a requirement in the event of a fault in the power circuit. There can be many different reasons to look for a high resistance connection, a power circuit component failure, or an imbalance that points to another fault zone. Trending power circuit anomalies is most effective at similar loads. Higher loads may result in the fault being more obvious due to the stresses being greater at higher loads. The easiest way to verify the current draw of a motor is by looking at the percent full load amperes (% FLA) in the current section on the results page of the power analyzer as shown in FIG 18.
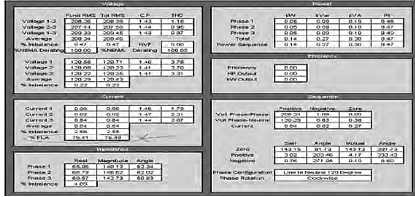
FIG 18 Motor current in %FLA-sample result page from PdMA EMAX.
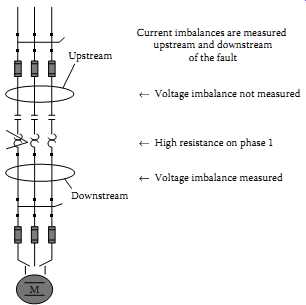
FIG 19 Location of testing for motor troubleshooting. Current imbalances
are measured upstream and downstream of the fault; Voltage imbalance not
measured, High resistance on phase 1, Voltage imbalance measured, Downstream,
Upstream
As mentioned earlier, a current imbalance is a possible indicator of a power circuit anomaly. This is because the location of the anomaly in reference to the voltage test leads will show different imbalances. However, measured current values are consistent regardless of test location. FIG 19 shows how voltage readings can change based on test location. If the test is being performed upstream of the anomaly, then there will only be a current imbalance, and if the test is downstream, there will be both a current and voltage imbalance.
Loads using three-phase power sources are subject to loss of one of the three phases from the power distribution system. This condition is known as single-phasing of the primary power supply system. The loss of one phase, or leg, of a three-phase line causes voltages to become unbalanced on the secondary distribution power system, thereby causing serious problems for motors. The motor windings will overheat due primarily to the flow of negative sequence currents, a condition that exists anytime there is a phase volt age imbalance. The loss of a phase also inhibits the motor's ability to operate at its rated horsepower.
In conclusion, a high resistance connection results in voltage and current imbalances, which reduces the horsepower rating significantly. When a good motor is installed into a faulty power circuit, it causes problems with power imbalances, as well as, negative sequence currents. As the problems become more severe, the horsepower rating of the motor drops causing temperatures to increase resulting in overheating of adjacent components, damage to the rotor, stator, insulation, shortened motor life, reduced motor efficiency, motor failure, or fire. While damage to the rotor, stator, or insulation might be symptoms of a problem; the root cause still lies with the power circuit.
Replacing the motor without fixing the high resistance connection causes the failure cycle to begin again.
10.3 Insulation Condition
This refers to the insulation between the windings and ground. High temperatures, age, moisture, and dirt contamination all lead to shortened insulation life. It has been said that if the industry would just use the space heaters available to keep the insulation dry, then doubling the life of our motors would not be out of the question.
The importance of having good electrical insulation systems is obvious.
The designs and applications of electrical equipment are almost infinite in their variety, but all units have one common characteristic. For electrical equipment to operate correctly, one of the most important characteristics is that the flow of electricity takes place along well-defined paths or circuits.
These paths are normally limited to conductors, either internal or external to the electrical component. It is important that the flow of current be confined to defined conducting paths and not leak from one path to another through materials not intended to become conducting paths. Deterioration of insulation systems can result in an unsafe situation for personnel exposed to the leakage current.
Despite great strides in electrical equipment design in recent years, the weak link in the chain is still the insulation system. When electrical equipment fails, more often than not the fault can be traced to defective insulation.
Even though an electric motor is correctly designed and tested prior to installation, there can be no guarantee that a fault in the insulation will not occur at some time in the future.
Many outside influences affect the life of electrical insulation systems.
Outside influences include contamination of the insulation surfaces with chemicals from the surrounding atmosphere that attack and destroy the molecular structure, physical damage due to incorrect handling or accidental shock, vibration, and excessive heat from nearby industrial processes. Voltage transients in the conductors inside the insulation, such as surges or spikes caused by VFDs, can lower the dielectric strength to the point of failure. The deterioration occurs in many ways and in many places at the same time. For example, as chemicals and heat change the molecular structure of the insulating materials, they become semi-conductive, allowing more current to be forced through them by voltage resulting in leakage current.
Correctly conducted insulation system testing, analysis of the data collected, and followed by appropriate corrective actions can minimize the possibility of failures. Therefore, the significance of understanding insulation system testing has never been more important. The reader should refer to Section s 1 and 2 for detail discussion of insulation (dielectric) theory and practice and conducting tests using DC voltage. A brief overview of the subject matter is offered here from the perspective of motor-winding insulation.
Insulation resistance measurements
The insulation system of motor windings is often checked using DC voltage tests. One of the most common test conducted is to measure the insulation resistance of the motor windings using an insulation resistance tester. When testing insulation with DC voltage, the total current drawn is the sum of four different currents: surface leakage, geometric capacitance, conductance, and absorption.
The surface leakage current is constant over time. Moisture or some other type of partially conductive contamination present in the machine causes a high surface leakage current, i.e., low insulation resistance.
The geometric capacitance current is a reversible component of the measured current on charge or discharge that is due to the geometric capacitance. That is the capacitance as measured with AC of power or higher frequencies. With direct voltage, this current has a very short time constant and does not affect the usual measurement.
The conduction current in well-bonded polyester and epoxy-mica insulation systems is essentially zero unless the insulation has become saturated with moisture. Older insulation systems, such as asphaltic-mica or shellac mica-folium may have a natural and higher conduction due to the conductivity of the adhesive tapes used as backing of the mica.
The absorption current is made of two components: the polarization of the insulation material and the gradual drift of electrons and ions through the insulating material. The polarization current is caused by the reorientation of the insulating material. This material, usually epoxy, polyester, or asphalt tends to change the orientation of their molecules when in the presence of a DC electric field. It normally takes a few minutes of applied voltage for the molecules to be reoriented, and thus for the current-supplied polarizing energy to be reduced to almost zero. The absorption current, which is the second component, is the gradual drift of electrons and ions through the insulating material. These electrons and ions drift until they become trapped at the mica surfaces usually found in motor insulation systems. The positively and negatively charged molecules of an insulation system are shown in FIG 19.
FIG 20a shows the random orientation of the insulation's molecules.
As DC voltage is applied to the insulation, the molecules start to polarize and align, as shown in FIG 20b. The energy required to align the molecules, and subsequently reduce the amount of escaping molecules, is known as absorption current. Since absorption current is a property of the insulation material and the winding temperature, a specific absorption current is neither good nor bad. The absorption currents will vary from different insulating material.
Prior to 1970, older thermo plastic materials used for motor winding insulation were typically asphalt or shellac, which has a higher absorption current.
After 1970, the shift was made to thermosetting polyester or epoxy-bonded insulating material, which significantly decreased the absorption current.
Nonetheless, this does not mean that the more modern insulating materials are better because they have less absorption current. The amount of applied voltage must be appropriate to the nameplate voltage and the basic insulation condition. This is particularly important in small, low-voltage machines where there is only a single layer of insulation. If test voltages are too high, the applied voltage may over stress the insulation. See TBL. 7 for recommended voltage application.
Also, the capacitance value of insulation may be measured to reflect on the cleanliness of the windings. A buildup of contamination on the surface of the windings results in higher capacitance readings. With a buildup of contamination on the insulation surface, dirty windings produce higher capacitance values than clean ones do. Over time, capacitance values steadily increased indicating an accumulation of dirt and that cleaning is necessary.
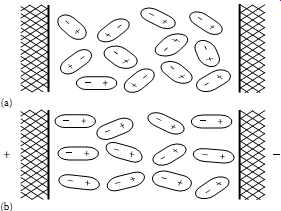
FIG 20 Positively and negatively charged molecules of an insulation system.
====
TBL. 7 Guidelines for DC Voltages for Insulation Resistance Tests Winding Rated Voltage (V)a Insulation Resistance Test Direct Voltage b
<300 500
>300-1,000 500-1,000 1,000-2,500 500-1,000 2,501-5,000 1,000-2,500 5,001-12,000 2,500-5,000
>12,000 5,000-10,000
a. Rated line-to-line voltage for three-phase AC machines, line-to-ground voltage for single-phase machines, and rated direct voltage for DC machines or field windings.
b. Refer to IEEE 43-2000 for a guide on DC test voltages.
====
Effects of contamination:
There are many factors that can affect insulation resistance. The surface leak age current is dependant upon foreign matters, such as oil and carbon dust on the winding surfaces outside the stator slot. The surface leakage current may be significantly higher on large turbine generator rotors and DC machines, which have relatively large-exposed creepage surfaces. Dust and salts on insulation surfaces, which are ordinarily nonconductive when dry, may become partially conductive when exposed to moisture or oil, and this will cause increased surface leakage current and lower insulation resistance. The reason a motor's capacitance increases with contamination is because of how a capacitor works. Any two conducting materials, called plates, separated from each other by a dielectric material, form a capacitor. A dielectric material is anything that is unable to conduct direct electric current. A cable or motor winding surrounded by insulation provides one conductor and the dielectric material. The second plate is formed by the stator core and motor casing iron. It is this second plate that is increased in plate size as contamination builds up.
======
TBL. 8 Recommended Minimum Insulation Resistance Values at 40°C (All Values in Megohm) IR1 min = kV + 1 For most windings made before about 1970, all field windings, and others not described below IR1 min = 100 For most DC armatures and AC windings built after 1970 (form-wound coils) IR 1 min = 5 For most machines with random-wound stator coils and form-wound coils rated below 1 kV Source: From IEEE Std 43-2000, IEEE Recommended Practice for Testing Insulation Resistance of Rotating Machinery.
======
Effects of temperature:
A higher temperature affects the resistance of both the insulation and conductor. There is a term called temperature coefficient (KT). A material has either a positive or negative KT. If the material has a positive KT, then with added heat the resistance readings will increase. Inversely, if a material has a negative KT, then the resistance readings will decrease with higher temperature. In metals, i.e., the magnetic wire of the stator, higher temperature introduces greater thermal agitation and reduces the movements of free electrons. Because of this reduction in free movement, the resistance readings will increase with added heat and therefore the conductor has a positive KT. However, in insulation, the added heat supplies thermal energy, which frees additional charge carriers and reduces the resistance reading. Therefore, an increase in temperature on insulation reduces the resistance and it is said to have a negative KT. This higher temperature affects every current except the geometric capacitive current.
The recommended method of obtaining data for an insulation resistance versus winding temperature curve is by making measurements at several winding temperatures, all above the dew point, and plotting the results on a semi-logarithmic scale. Since this type of temperature coefficient plotting is usually not feasible, it is recommended to avoid the effects of temperature in trend analysis, subsequent tests should be conducted when the winding is near the same temperature as the previous tests. Otherwise the insulation test values should be corrected to a common base temperature of 40°C for trend analysis.
Therefore, resistance-to-ground readings must be temperature corrected for trending and comparison purposes. Temperature correction of the reading is required because the temperature of the insulation system under test may vary depending on operating conditions prior to testing, atmospheric conditions, or ambient temperature. Insulation material has a negative temperature coefficient, which means that the resistance characteristics vary inversely with temperature. In the test setup screen of a standard test, the temperature of the windings will have an effect on the measurement. The measured megohm value is then adjusted to a temperature correction to 40°C. The result is the corrected megohm readings. To accurately trend resistance reading for a motor over time, keep the test voltage and duration of applied voltage constant.
The temperature-corrected megohm readings should be recorded and graphed for comparison over time. If a downward trend is observed, look for dirt or moisture. A single reading will not have much meaning in regards to the overall health of the insulation system; a reading as low as 5 MO may be accept able if related to a low-voltage application. See TBL. 8 for recommended minimum insulation resistance. Also, refer to Section 2.10.1 in Section 2 for additional discussion on recommended minimum insulation resistance values.
This is important because dirt and contamination reduce the motor's ability to dissipate heat generated by its own operation, resulting in premature aging of the insulation system. A general rule of thumb is that a motor's life decreases by 50% for every 10°C increase in operating temperature above the design temperature of the insulation system. Heat raises the resistance of conductor materials and reduces the insulation resistance of the winding insulation, and therefore breaks down the insulation. These factors accelerate the development of cracks in the insulation, providing paths for unwanted current to flow to ground. The effects from temperature to insulation resistance are shown in FIG 21.
===
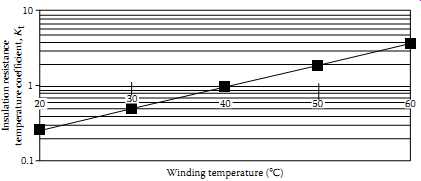
FIG 21 Temperature versus insulation resistance curve.
Winding temperature (_C) Insulation resistance temperature coefficient, Kt 20 30 40 50 60
===
Polarization index and dielectric absorption
The polarization index (PI) and dielectric absorption (DA) tests are performed with a megohmmeter on a deenergized motor. It is not necessary to perform a DA test if a PI test is performed. Refer to Sections 2.3.1.2 and 2.3.1.3 for description of DA and PI tests. The purpose of the PI test is to determine whether or not a motor's insulation system is suitable for continued service. The PI test is not limited to AC induction motors only. It also applies to wound-rotor motors, salient pole machines, and certain DC fields. The DC field would have to have conductors that are fully encapsulated in insulation. Therefore, the PI test can be a worthwhile test for multiple type machines. When performing a PI test, it is not necessary to correct for temperature. Since the machine temperature does not change appreciably between the 1 min and the 10 min readings, the effect of temperature on the PI is usually small. However, if the motor recently shut down and a PI test is performed, the results may be a substantial increase in insulation resistance. This would result in an unusually high PI, at which point additional testing should be performed once the windings have cooled to 40°C or lower. Refer to Section 2 for Interpretation of PI and DA data. Excellent results should indicate a PI ratio of 2-4, achieve higher than minimal insulation resistance values, and should be a non-sporadic rise in the megohm readings as shown in FIG 22.
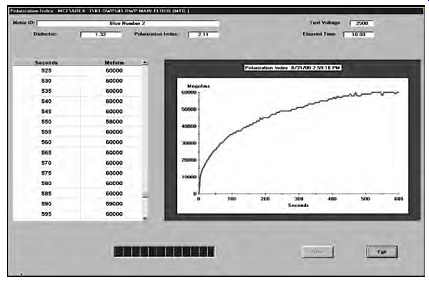
FIG 22 Graph showing megohm values versus time for calculating PI and
DA sample result page from PdMA MCE.
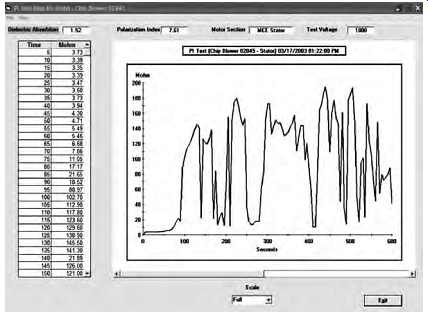
FIG 23 Graph showing megohm values falling below the minimum value. Sample
result page from PdMA MCE.
Erratic insulation resistance values occurring at anytime during the test are indicative of short-term current transients. These may be due to contamination or moisture. It is important to know how low the insulation resistance values fall to in order to grade the insulation. For example, the IEEE standards recommend minimum insulation resistance value of 100 MO for form-wound coils. FIG 23 shows insulation resistance values dipping below the suggested minimum value of 100 MO for a form-wound coil. The PI and DA tests can be both used as go-no-go, based on the minimum insulation resistance readings.
The PI value of greater than 4 does not necessarily mean that the health of the insulation system is good. The higher PI value may indicate other problems with the insulation system, such as being too dry and brittle indicating that it has lost some or all of its mechanical properties. According to the EASA's principles of large AC motors, it states that PI ratios of greater than 5 should be considered the result of dry or brittle insulation. This may be because of age of the insulation or operating the motor at higher than designed temperatures as shown in FIG 24. A very dry or brittle insulation may indicate good insulation resistance but it may not have the necessary dielectric strength and mechanical pliability.