AMAZON multi-meters discounts AMAZON oscilloscope discounts
<<<Cont. from Part 2
9. Motor and Generator Maintenance
This section [9. Motor and Generator Maintenance] deals with the inspection and maintenance of motors and generators of all sizes except steam and gas turbines. To obtain maximum efficiency and reliability of motors and generators, they have to be operated and maintained correctly. When motors and generators are maintained, many pre cautions must be followed to avoid damage. Usually this damage results from maintenance personnel lacking thorough knowledge of motor design, construction, application, and correct maintenance. The purpose of this section is to provide general maintenance and failure mechanism information common to most types of motors and generators. The information is divided into several subsections; the first two sections provide information on the failure mechanism and overall general inspection for all types of machines. Also, the reader should refer to the topical section in this guide for additional information on causes of insulation degradation and failure modes of motors. The remaining sections deal with particular types of machines and components.
9.1 Failure Mechanisms
The failure mechanisms of the machine are divided into stator winding, rotor winding, and exciter. These are discussed in Section 9.1.1, 9.1.2, and 9.1.3.
9.1.1 Stator-Winding Insulation
The failure mechanisms of stator winding are (1) age deterioration, (2) electrical cause, (3) mechanical causes, (4) thermal causes, and (5) environmental contamination.
The age-related deterioration causes brittleness, shrinkage, and cracks in insulation. The electrical causes are corona, slot discharge, lightning, switching surges, single-phasing, unbalance voltages, overheating effects, and test failures. The single phasing and voltage unbalance can be caused by either problems in the utility distribution system or the in-plant distribution system. Voltage unbalance causes negative sequence currents, which cause overheating of the remaining phase windings and the stator. The negative sequence currents also cause rotor overheating, which in turn causes stator induced currents that can lead to stator-winding failure. Rotor heating may result in rotor vibration and shaft/bearing overheating, which can result in machine-bearing failure. Similarly, the overloading problems can be caused by low voltage on the incoming utility line supplying the plant or facility, or problems in the in-plant distribution system. The effects of overloading are stator-winding overheating, mechanical stresses on winding end turns and individual coils. This in turn results in deterioration of the turn-to-turn, coil-to-coil, phase-to-phase, and coil-to-ground insulation. The mechanical causes are vibration, loose ties and wedges, broken amortisseur bars, fan blades, loose iron, loose connections, close-in, or out-of-step synchronizing, and foreign objects. The thermal causes are overloading, overheating from short-circuited laminations, thermal cycling, loss of cooling, overheating from failure of strand insulation, and tape separation. The environmental and contamination causes are conducting dust or particles, moisture, oil, and magnetic particles.
9.1.2 Rotor-Winding Insulation
The failure mechanisms of rotor insulation are (1) age deterioration, (2) electrical causes, (3) mechanical causes, (4) thermal causes, and (5) environmental contamination.
The age deterioration causes are the same as discussed for the stator. The electrical causes are starting transients, switching surges, and high voltage induced from the stator faults. The mechanical causes are vibrations, high resistance connections, cracked or broken lead support insulators, collar deterioration, broken amortisseur bars, close-in unbalanced faults, broken banding wire, and loose mechanical parts. The thermal causes are excessive field current, loss of cooling and unbalanced faults. The environmental factors are moisture, bridging of magnetic pole gaps, or groups of energized parts by foreign objects or conductive dust.
9.1.3 Exciter Insulation
The failure mechanisms of exciter insulation are age deterioration, electrical causes, mechanical causes, thermal causes, and environmental contamination as discussed under stator and rotor insulation.
9.2 General Inspection
The fundamental justification for the inspection and maintenance of motors and generators is to prevent service interruptions resulting from equipment failure. A definite program of inspection and maintenance should be organized so that all apparatus is assured of attention at stated periods; these periods should be adjusted to meet the actual need that experience over a number of years as indicated is necessary. To assure adequate inspection, it is essential that an inspection record be kept for each piece of apparatus.
Maintenance should be supplemented by visual inspection of all areas that experience has shown to be vulnerable to damage or degradation. Obviously, this necessitates scheduling disassembly of the apparatus at the time the electrical tests are made. Following is a general maintenance guide that is applicable to all motors and generators.
9.2.1 Visual Inspection
The most significant parts on which inspection should be made are the (1) armature (or stator) windings, (2) field winding (or rotor), (3) brush rigging and collector rings or commutator surfaces.
Armature windings:
Check for the following signs of deterioration:
Deterioration or degradation of insulation resulting from thermal aging. Examination of coils might reveal general puffiness, swelling into ventilation ducts, or a lack of firmness of the insulation, suggesting a loss of bond with consequent separation of the insulation layers from themselves or from the winding conductors or turns.
Girth cracking or separation of the ground wall from wound coils.
This is most likely to occur on long stator coil having asphaltic-type bonds. Particular attention should be paid to the areas immediately adjacent to the ends of the slots. Where considerable cracking is observed, it is recommended that the wedges at the ends of the slots be removed, as dangerous cracks may also have occurred just within the slots.
Contamination of coil and connection surfaces by substances that adversely affect insulation strength, the most common being carbon dust, oil, and moisture contamination.
Abrasion or contamination of coil and connection surfaces from other sources, such as chemicals and abrasive or conducting sub stances. Such effects are aggravated in the case of motors used in adverse atmospheric industrial applications, such as chemical plants, rubber mills, and paper manufacturing facilities, and wastewater treatment installations.
Cracking or abrasion of insulation resulting from prolonged or abnormal mechanical stresses. In stator windings, looseness of the bracing structure is a certain guide to such phenomena and can itself cause further mechanical damage if allowed to go unchecked.
Eroding effects of foreign substances embedded or lodged against coil insulation surfaces. Particularly damaging are magnetic particles that vibrate with the effects of the magnetic field in the machine.
Insulation deterioration due to corona discharges in the body of the medium voltage machine or end windings. These are evidenced by white, gray, or red deposits and are particularly noticeable in areas where the insulation is subject to high electrical stresses. Some experience is required to distinguish these effects from powdering, which can occur as a result of relative vibratory movement between hard surfaces and which can be caused by loose end-winding structures.
Loose slot wedges or slot fillers that, if allowed to go uncorrected, may themselves cause mechanical damage or reduce the effectiveness of stator coil retention against short-circuit and other abnormal mechanical forces.
Effects of overspeeding may be observed on DC armatures by distortion of the windings or commutator rises, looseness or cracking of the banding, or movement of slot wedges.
Commutators should be checked for uneven discoloration, which can result from short-circuiting of bars, or for pinholes and burrs resulting from flashover.
Risers (connections between commutator bars and coils in slots) may collect carbon deposits and cause electrical leakage and subsequent failure.
Field windings:
In addition to insulation degradation from causes similar to those listed under armature windings, close attention should be paid to the following in field windings:
Distortion of coils due to the effects of abnormal mechanical, electrical, or thermal forces. Such distortions might cause failure between turns or to ground.
Shrinkage or looseness of field-coil washers. This permits coil movement during periods of acceleration and deceleration, with the probability of abrading turn insulation, and breaking or loosening of connections between coils.
Breakage or distortion of damper bars due to overspeed or abnormal thermal gradients between bars and the connecting end ring. Such breaks are often difficult to observe in machines that have operated in contaminated conditions and usually occur near the end ring or at the end of the pole piece. Low-resistance measurements between bar and end ring by means of a micro-ohmmeter, or digital low resistance ohmmeter, or similar instrument provides a means of detection.
Loose damper bars with related burning of the tips of the pole-piece laminations. Among other cases, this could occur as a result of incorrect swaging or other means of retention of the bar during manufacture.
In cylindrical-pole (or round motor) windings, evidence of heating of wedges at their contact with the retaining-ring body and half-mooning or cracks on the retaining rings can be caused by high circulating currents due to unbalanced operation or sustained single-phase faults close to the generator, such as in the leads or generator bus.
Condition and tightness of end-winding blocking, signs of movement of the retaining-ring insulating liner, and any other looseness should be noted.
Powered insulation in air ducts is evidence of coil movement. Red oxide at metallic joints is evidence of metal parts.
Check tightness of field lead connections and condition of collector lead insulation.
Brush rigging:
Brush rigging should be checked for evidence of flashover.
Before disassembly, the brush boxes should be checked to ensure that the clearance from the collector or commutator surface is in line with the manufacturer's recommendations. They should be checked to see whether the brushes are free riding and that excessive carbon buildup is not present.
Brushes themselves should be checked to see whether any excessive edge chipping, grooving, or double facing is evident.
Brush connections should also be checked.
Voltage checks:
Unbalanced voltage or single-phase operation of polyphase machines may cause excessive heating and ultimate failure. It requires only a slight unbalance of voltage applied to a polyphase machine to cause large unbalanced currents and resultant overheating. In such cases, the power supply should be checked and rectified if even the slightest unbalance is found.
Single-phase power applied to a three-phase motor will also cause excessive heating from failure to start or from unbalanced currents.
Unbalanced currents may also be caused by attempts to operate machines having one or more coils disconnected or cut out of one or more phases. If the unbalance is appreciable, the machine should be rewound.
9.3 DC Motors and Generators and Repulsion-Induction Motors
The following recommendations are given for DC motors; they also apply to repulsion-induction motors used on AC circuits.
9.3.1 Cleanliness
One of the principal causes of malfunction and eventual failure in DC and repulsion-induction rotating equipment is dirt, either from an accumulation of day- to-day dust or from contamination by particles from nearby machinery, such as metallic dust, lint, oil vapors, and chemicals. This is particularly true of this type of electrical apparatus because of its commutators, brushes, and brush rigging, which can become fouled with dirt, resulting in unsatisfactory performance, arcing, and subsequent burning.
The electrical conductors in all electrical equipment are separated from the mechanical components by insulation. Insulation is used on coils to isolate individual turns and to separate the coils from the core. Insulation is used in commutators to separate the bars from each other and, on the brush rigging, to isolate it from the frame or end bracket. Here again, the importance of cleanliness must be stressed since electrical insulation materials are nonconducting only when clean and dry. Accumulations of dust and dirt not only contribute to insulation breakdown but they operate to increase temperature through the restriction of ventilation and by blocking the dissipation of heat from the winding and frame surfaces.
9.3.2 Armature
The armature is the heart of the DC motor. The line current flows through the armature and, if the machine is overloaded, it is the first component to show evidence of damage. If given reasonable attention by scheduled periodic inspection and cleaning, it should give little or no trouble if the unit is operated within its normal rating. Repairs should be entrusted only to a competent entity.
When the armature is removed from the frame for either maintenance or repair, the following precautions should be observed to ensure that the armature is not damaged:
Steps should be taken at all times to protect the commutator and shaft-bearing surfaces.
Armature should not be rolled about the floor since injury to the coils or banding may result.
Armature should be supported or lifted only by its shaft if possible.
•Otherwise, a lifting belt should be used under the core.
Weight of the armature should never be allowed to rest on the commutator or coil heads.
Periodic inspection, varnish treatment, and curing will prolong the life of the winding. Loose slot wedges and banding should be replaced before varnish treatment and curing. Cleaning, varnish treatment, and curing should include the operations listed under Section 10.9.6. Treatment of this type is definitely recommended for equipment that is subjected to excessive temperatures or contaminants and is desirable even though the equipment is not subject to adverse conditions. Windings dry out and loosen in operation, and loose windings fail rapidly when subjected to centrifugal stresses and vibrations. Varnish treatments fill the pores and crevices. They help to preserve flexibility in the insulation and hold the coils solidly in the slots, thereby keeping failures to a minimum.
If the armature is to be rebanded with steel wire, it is necessary to duplicate very closely the banding originally furnished by the manufacturer with respect to material, diameter of the banding wire, width, and position of each band. Any change in banding width, position, or material could cause heavy current in the bands sufficient to overheat and melt the solder.
Recent developments and tests of the use of resin-filled glass for the banding of armatures have eliminated many of the risks inherent in the use of the metal bands. When correctly applied, the strength factor of resin-filled glass is equal to that of steel bands; therefore, replacement of the original banding by resin filled glass bands can be accomplished in the space provided for steel bands if the magnetic field is not disturbed. Since resin-filled glass is a good insulator, additional heavy insulation under the band is not required and eddy currents are nonexistent. It is imperative that resin-filled glass banding be applied under tension by an expert utilizing the correct equipment as the forces the banding must withstand under full-speed and full-load conditions are significant.
===
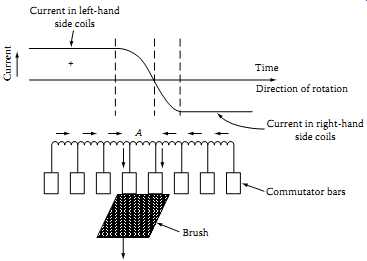
FIG 9 Coil A undergoing commutation.
A Brush, Commutator bars, Current in right-hand side coils
Current in left-hand side coils, +, Time, Current Direction of rotation
===
Commutation:
Commutation is the process of collecting current from a commutator, which, at the same time, short-circuits those coils in which the current is reversed ( FIG 9). Since there is voltage (even though small) generated in each of these short-circuited coils, a circulating current is present in the face of the carbon brush in addition to the load current. The voltage causing this circulating current is proportional to the load current and the speed, and, as the speeds and ratings of modern machines are increased this becomes a more serious factor. Since this voltage, under some conditions, becomes so high as to cause excessive sparking, it is the designer's problem to control this reactive voltage by designing the machine to minimize the effect of the flux generated in the armature circuit and by the judicious use of commutating poles, sometimes called interpoles. Successful commutation also requires a good continuous contact between the brush and the commutator surface.
It is obvious that successful commutation is not a function of the brush alone or of the commutator or electrical circuit alone but results from optimum electrical and mechanical brush-to-commutator conditions, and the correct electromechanical position of the brush rigging.
Commutation is such a complex problem that it is necessary to keep the many adverse variables at a minimum. Commutation may be adversely affected by dust, dirt, gases, oil vapor, and the like, and varying atmospheric conditions such as high temperature or low humidity. Where a commutation problem exists owing to one or more of these ambient conditions, it is sometimes possible to arrive at a solution by altering the unit to offset the condition. If the commutation of a unit is not satisfactory and a change in brush grade is indicated, the manufacturer should be consulted. However, in general, this is not a true solution.
The mechanical condition of the unit can also greatly affect commutation.
Commutators should be periodically checked for high bars, which will cause flashing and generally poor commutation. Both commutators and slip rings should be smooth, round, and concentric with the axis of rotation. If there is any appreciable vibration, the cause should be determined and corrected.
Some of the most common service problems with commutator are shown in the commutator check chart ( FIG 10). Frequent visual inspection of the commutator can indicate when any of the conditions shown in the FIG 10 are developing so that corrective actions can be taken. The causes of poor commutator condition are shown in TBL. 6.
Frequent visual inspection of commutator surfaces can warn you when any of the above conditions are developing so that you can take early corrective action. TBL. 6 may indicate some possible causes of these conditions, suggesting the correct maintenance. There are several causes of commutator problems. High commutator bars generally produce sparking, noisy operation, and chipped or broken brushes. The causes are usually a loose commutator, incorrect undercutting, open or high resistance connections, or electrical shorts.
Streaking or threading of the commutator surface causes rough surfaces with associated sparking. Primary faults can be:
Low average current density in brushes due to light machine loading
- •Contaminated atmosphere
- •Oil on commutator or oil mist in air
- •Low humidity
- •Lack of film-forming properties in brush
- •Brushes too abrasive
- •Bar etching or burning produces a rough commutator with associated sparking and eventual flashover.
Such burning often results from:
- High mica
- Operation of machine with brushes off neutral
- Dirty commutator
- Incorrect spring tension
- Machine operating overloaded or under rapid load change such as plugging
Bar marking at pole pitch spacing produces a rough commutator with associated sparking and eventual flashover. This burning is generally caused by electrically shorted commutator bars or coils, open armature of field circuits, severe load conditions, misalignment of the coupling, and vibration. The burning in the early stages is generally evident at one-half the number of poles.
====
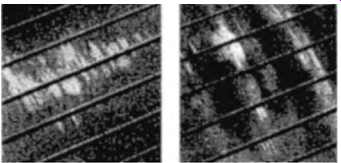
FIG 10 Commutator check chart.
(a) Satisfactory commutator surfaces Light tan film over entire commutator surface is one of many normal conditions often seen on a well-functioning machine.
Molted surface with random film pattern is probably most frequently observe condition of commutators in industry.
Slot bar-marking, a slightly darker film, appears on bars in a definite pattern related to number of conductors per slot.
Heavy film can appear over entire area of efficient and normal commutator and, if uniform is quite acceptable.
====
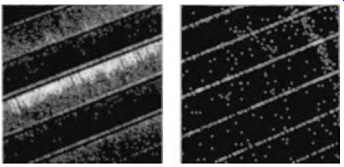
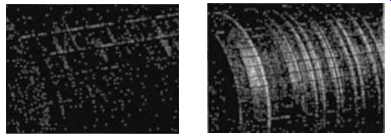
FIG 10 (continued) Commutator check chart.
Watch for these danger signs (b) Streaking on the commutator surface signals the beginning of serious metal transfer to the carbon brush. Check the chart below for possible causes.
Grooving is a mechanical condition caused by abrasive material in the brush or atmosphere. It grooves form, start corrective action.
Threading of commutator with fine lines results when excessive metal transger occurs. It usually leads to resurfacing of commutator and rapid brush wear.
Copper drag, an abnormal build-up of commutator material, forms most often at trailing edge of bar. Condition is rare but can cause flashover if not checked.
Pitch bar-marking produces low or burned spots on the commutator surface. The number of these markings equals half or all the number of poles on the motor.
Heavy slot bar-marking can involve etching of trailing edge of commutator bar. Pattern is related to number of consuctors per slot.
====
TBL. 6 Causes of Poor Commutator Condition
Type of Brush in Use Contamination
Electrical Equipment Electrical Overload Light Electrical Overload Armature Connection Unbalanced Shunt Field Brush Pressure (Light) Vibration Abrasive Brush Perous; Brush Gas Perous Dust Streaking X X X X X X Threading X X X X Grooving XX Cooper drag XX X X Pitch bar marking XXXXX Slot bar marking XX X
====
Bar marking at slot spacing produces rough bars at regular intervals around a commutator. Since several coils are embedded in each armature slot, all the coils may not be equally compensated. The energy unbalance is reflected into the last coil in the slot to undergo commutation and will result in a spark at the brush. Such a spark will cause burned spots on the bars equally spaced according to the bars per slot ratio.
Selective commutation can occur on machines with more than one brush per brush stud if the resistance path of one brush is lower with respect to the other brushes on the same stud. Due to higher spring pressure, incorrect staggering of brushes, or a breakdown of the commutator film in one path, the brush with the low contact drop will have a tendency to carry more than its share of the current.
The exposed portion of the front vee-ring insulation is normally the target for moisture, oil, and dirt, which may cause flashovers and breakdowns to ground. It is, therefore, essential that the exposed surface of the mica be kept clean and protected by means of other insulation. There are various ways to apply extra insulation at this point, depending upon the individual ideas of the machine designer. In general, however, this consists of a cord or tape of cotton or glass wound in tight layers over the surface of the exposed section of the mica cone or veering. The exposed surface is then treated with several coats of varnish suitable for the operating temperature of the machine.
These multiple coats of varnish are applied to obtain a smooth, easily clean able surface. The purpose is to obtain extra insulation that will protect the vee-ring insulation and, so far as possible, seal the joint between the commutator bars and the vee ring.
9.3.4 Field Windings
If the field winding of any type of DC motor is open circuited, the motor will fail to start or it will operate at excessive speed at light loads and serious sparking will occur at the commutator. It should not be concluded that a field is defective until rheostats, switches, and other devices in the motor circuit have been carefully inspected.
To check for grounded fields, a conventional high-potential transformer may be used. If the field circuit is free of grounds and shorted shunt field is suspected, comparative resistance measurements should be made of the individual coils and compared with the resistance of a similar coil that is known to be in good condition. Such a comparative check should preferably be made when the field windings are hot or near their normal operating temperature. A shunt field coil may show the correct resistance when it is cold but may show a lower value when it is hot or near its normal operating temperature. This is due to defective insulation between turns of adjacent conductors, and short circuits may not occur until expansion has taken place because of the increased temperature. If the correct resistance value of good coils is not known, comparative checks made with either a Wheatstone bridge or by the voltmeter method will usually provide a reliable indication of shunt field resistance. If neither a bridge nor an ammeter is available, a check as to the condition of the coils may be obtained by connecting all shunt coils in series to a source of constant potential and measuring the voltage drop across individual coils. For short circuits in series and commutating field coils, where the resistance is necessarily low, the use of more sensitive instruments may be necessary to detect defects.
A common cause of field coil failure is overheating, which may result from the following:
•Operation of the machine at low speed, preventing correct ventilation
•Full field current left on the machine continuously while it is shutdown
•Excitation voltage too high
•Overloading machine
•High ambient temperature Faulty performance, indicated by poor commutation, incorrect speed, and overheating, is frequently traceable to defective field coils or to incorrectly connected field windings.
In removing a shunt or series field coil, the coil should be disconnected from the adjacent coils, and the bolts that secure the pole pieces to the frame should be removed. This will make it possible to remove the pole piece and coil, after which the pole piece, with a new or reinsulated coil, can be installed. Particular care should be taken in replacing the pole with its coil to be sure that the same steel or nonmagnetic shims between the frame and the back of the pole are in the same position to ensure the same air gap that was present in the machine when it was new.
When reconnecting the coil, the correct polarity must be maintained.
A simple means of testing the polarity is by the use of a compass, a magnetized needle, or a piece of magnetized steel wire suspended from the middle by a string. The polarity should be alternatively north and south around the frame. When the compass needle is brought within the magnetic field of any pole, one end of the needle will point toward this pole and this end should be repelled by the next pole, and so on around the frame. If this reversal of the needle does not occur, there is a faulty connection of one or more of the field coils.
Since there is a possibility of reversing the poles of a compass with a strong field, similar results can be obtained by putting the compass on a work bench, placing a steel scale against the pole of the machine, and then setting the scale against the compass. The readings will, of course, be reversed as compared to the direct reading with a compass.
9.4 Induction Motor
There are two types of AC induction motor construction: squirrel cage and wound rotor. Stator design is the same for both; they differ mainly in rotor design. There are no external rotating or secondary connections on a squirrel-cage motor; most wound rotors have three-phase winding connected through collector rings to an adjustable secondary resistance.
Today's induction motor, especially the squirrel-cage type, is a highly efficient machine whose periods of trouble-free service can be considerably prolonged by systematic care. Correct application and installation will minimize maintenance requirements.
Essentially, maintenance of squirrel-cage induction motors centers on the stator windings and bearings. Rotors require little or no special care in normal service, except to make certain that bolts or other fasteners remain tightly secured. For wound-rotor types, rotor construction with the associated brush rigging requires additional maintenance.
Stator windings differ in induction motors, depending on the size of the stator frame. Smaller motors, generally, are known as mush wound and are sometimes called random or wire wound. Mush-wound coils are made by looping wire in an elliptical form without exact dimensions. Coils are inserted, a few wires at a time, in semi-closed stator slots.
Larger motors utilize form-wound coils, constructed by winding magnet wire in a loop, which is then formed to an exact shape to meet specific dimensions of width, height, and pitch. Coils are fitted in open slots in the stator iron.
Since the life of a motor is limited largely by that of its insulation, proper care can greatly extend its service reliability. Maintenance of winding insulation is mostly a matter of keeping the machine clean and dry, providing it with an adequate supply of cool, dry, ventilating air, and operating the machine within its rating.
9.4.1 Stator Windings
A regular schedule of inspection can prevent costly shutdowns and repairs by revealing small defects, which can be corrected before they develop into serious faults. The operating temperature of the machine should be checked a regular intervals. Open-type machines must be inspected more frequently than closed types, with the machines shutdown if possible.
The interior of larger machines is often inaccessible because of the end covers, air baffles, and fans. These obstructions should be removed at regular intervals to permit a closer inspection.
The best way to evaluate the condition of insulation is to measure the insulation resistance at regular intervals when the machine is hot. A sudden decrease in the insulation resistance may indicate an approaching break down, which may be avoided if the cause is located and corrected in time.
9.4.2 Air Gap
A small air gap is characteristic of induction motors and has an important bearing on the machine's PF. Anything that may affect the air gap, such as grinding the rotor laminations or filing the stator teeth, may result in increased magnetizing current and lower PF.
The air gap should be periodically checked with a feeler gauge to ensure against a worn bearing that might permit the rotor to rub against the stator core. Even slight rubbing of the rotor against the stator will generate enough heat to destroy the coil insulation.
Measurements should be made on the drive end of the motor. Openings are provided in the end shields and inner air baffles of some machines for the insertion of feeler gauges for this purpose. This check is needed particularly for sleeve-bearing motors. A change in air gap seldom occurs in antifriction-bearing motors unless the bearing fails. For small sleeve-bearing motors without feeler gauge openings, a check of bearing wear using a dial indicator on the shaft extension should be considered.
A record of air gap checks should be kept, especially on larger machines.
Four measurements should be taken approximately 90° apart. One point of the measurements should be made in the direction of load. A comparison of periodic measurements will permit early detection of bearing wear.
9.4.3 Wound-Rotor Windings
Rotor windings of wound-rotor motors have many features in common with stator windings, and the same comments apply to their care and maintenance. However, the rotor requires additional consideration because it is a rotating element.
Most wound rotors have a three-phase winding and are susceptible to trouble from single-phase operation and open circuits. The first symptoms of these faults are lack of torque, slowing down in speed, growling noise, or perhaps failure to start the load.
The first place to look for an open secondary circuit is in the resistance or the control circuit external to the rotor. Short-circuiting the rotor circuit at the slip rings and then operating the motor will usually determine that the trouble is in the control circuit or in the rotor itself.
Some rotors are wave wound, with windings made up of copper strap coils with clips connecting the top and bottom halves of the coil. These end connections should be inspected for possible signs of heating, which could be an indication of a partial open circuit. Faulty end connections are a common source of open circuits in rotor windings. The open circuit may be at one of the stud connections to the collector rings.
A ground in a rotor circuit will not affect motor performance except that in combination with another ground, it might cause the equivalent of a short circuit. This would have the effect of unbalancing the rotor electrically.
Reduced torque is a symptom; others might be excessive vibration of the motor, sparking, or uneven wear of the collector rings. A test for this condition can be made with a megohmmeter.
Another fairly successful method of checking for short circuits in the rotor windings is to raise the brushes off the collector rings and energize the stator. A rotor winding that is free from short circuits should have little or no tendency to rotate, even when disconnected from the load. If there is evidence of considerable torque or a tendency to come up to speed, the rotor should be removed and the winding opened and examined for the fault.
In making this test, it should be noted that some rotors having a wide tooth design may show a tendency to rotate even though the windings are in good condition.
With the rotor in place, the stator energized, and the brushes raised, the voltages across the collector rings should be check to see if they are balanced.
These voltages bear no particular relation to the line voltage and may be considerably higher. For example, they may be as high as 500 for a 200 V stator.
To make sure that any inequality in voltage measurements is not due to the relative positions of the rotor and stator phases, the rotor should be moved to several positions in taking these voltage measurements.
9.4.4 Brushes and Rings
Brushes and collector rings on wound rotors need special care. Although a certain amount of wear is inevitable, conditions that lead to grooving of rings (concentration of wear in narrow rings or ruts) should be prevented, and abrasive dust should be wiped off the rings at regular intervals.
Rough or uneven ring surfaces should be remedied as soon as possible, before sparing, pitting, and accelerated brush wear result. Allowing the rotor to oscillate axially will distribute wear more evenly. Unevenly worn brushes should be replaced to assure best operation.
9.4.5 Centrifugal Switches
Basically, all single-phase motors are designed with a special arrangement of winding for starting. To accomplish this, some method is used to automatically change the electrical connections of a motor. This may be one of the following:
Starting and running windings, with centrifugally operated switches to disconnect the starting winding.
Central switch to disconnect or change capacitor circuits.
Potential relay (occasionally used instead of centrifugal switches).
Repulsion-induction-type motor with wound rotor and commutator, which utilizes a centrifugally operated switch to short-circuit the commutator at a predetermined speed.
Repulsion-inductor-type motor with wound rotor and commutator and a squirrel-cage rotor winding that automatically come into use near full speed needs no transfer device.
It is usually more practical to replace defective centrifugal switches than to repair them.
9.4.6 Squirrel-Cage Rotors
Squirrel-cage rotors are more rugged and, in general, require less maintenance than wound rotors. Open circuits or high-resistance joints between the end rings and the rotor bars may give trouble. The symptoms of such conditions are generally the same as with wound-rotor motors, that is, slowing down under load and reduced starting torque. Look for evidence of heating at the end ring connections, particularly when shifting down after operating under load.
Fractures in the rotor bars usually occur between the point of connection to the end and the point where the bar leaves the laminations. Discolored rotor bars are evidence of excessive heating.
Brazing or replacing broken bars requires considerable skill. Unless a capable serviceman is available, the manufacturer or an experienced service shop should be consulted before attempting such repairs at the plant.