AMAZON multi-meters discounts AMAZON oscilloscope discounts
GOALS:
- Describe the basic operation of a gear motor.
- State where gear motors are used generally.
- Describe the three standard gear classifications.
- Select the proper gears for the expected load characteristics.
Many industrial machines require power at slow speeds and high torque. Conveyors and concrete mixers are typical examples of machinery with such requirements. At speeds of 780 rpm and less, the following drives may be prudently used: chain drive, belt drive, separate speed reducer coupled to the motor, or gear motor.
The gear motor is a speed-reducing motor that gives a direct power drive from a single unit, ill. 1. The gear motor provides an extremely compact, efficient, packaged power drive. A gear motor usually consists of a standard AC or DC motor and a sealed gear train correctly engineered for the load. This assembly is mounted on a single base as a one-package, enclosed power drive. The advantage of this unit's its extreme compactness. A gear motor actually is smaller than a low-speed standard motor of the same horsepower.
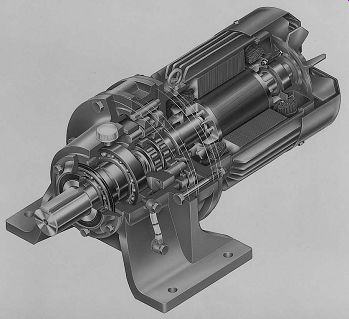
ill. 1 Cutaway view of a speed reducing cycloidal gear motor. Cycloidal gear
boxes use a concentric cam and rollers instead of conventional gears.

The key to Cyclo's matchless performance and reliability is that 67% of the reduction components are in contact at all times, compared to geared designs that use only limited tooth contact.
- Sizes 23 Sizes (5 lbs to 5000 lbs)
- Torque 55 to 603,000 lb in
- HP .10 to 235 HP
- Ratios 3:1 to 119:1 (single); 121:1 to 7569:1 (double); 8041:1 to 658,503:1 (triple)
- Mounting Foot, Flange, Face Mount
- Motor Standards NEMA, IEC, JIS, UL, CSA, CE
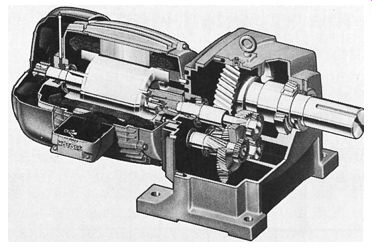
ill. 2 Cutaway view of a speed reducing gear motor (double reduction).
The motor-shaft pinion of the gear motor drives the gear or series of gears in an oil bath that's linked with the output shaft, ill. 2.
This type of arrangement is usually the most economical and convenient way to obtain low speeds of approximately 1 rpm to 780 rpm.
One-unit gear motors are available with the following options: (1) shafts parallel to each other or at right angles, (2) polyphase, single phase, or DC voltages, and (3) horsepower ratings ranging from approximately 1/6 hp to 200 hp.
Gear motors are available in many of the standard motor types such as squirrel cage or wound rotor induction motors, running at either constant or adjustable speeds. The control equipment for the motor is selected the same as for any other motor of the same type.
When selecting a gear motor, an important consideration is the degree of gear service and gear life based on the load conditions to which the motor will be subjected. Gear motors are divided into three classes. Each class uses different gear sizes to handle specific load conditions.
Each class gives about the same life for the gears. The American Gear Manufacturer's Association has defined three operating conditions commonly found in industrial service and has established three standard gear classifications to meet these conditions:
Class I: For steady loads within the motor rating of 8 hours per day duration, or for intermittent operation under moderate shock conditions.
Class II: For 24-hour operation at steady loads within the motor rating, or 8-hour operation under moderate shock conditions.
Class III: For 24-hour operation under moderate shock conditions, or 8-hour operation under heavy shock conditions.
For conditions that are more severe than those covered by Class III gears, a fluid drive unit may be incorporated in the assembly to cushion the shock to an acceptable value.
To achieve multiple speeds, separate units are available with a transmission comparable to that of an automobile. These units must be assembled with the motor and the driven machine. Because the amount of power lost in gearing is very small, the multiple drive has essentially constant horsepower. In other words, as the output speed is decreased, the torque is increased. Generally, this means that larger shaft sizes are needed for the output side.
QUIZ:
1. Why do many industrial machines use gear motors instead of low rpm induction motors?
2. What is the principal difference in gear motor classifications?
3. In general, what is the maximum speed rpm of gear motors?
4. What is the classification of a gear motor that's subjected to continual reversing during an 8-hour production shift?
5. Why is the output shaft on a gear reduction motor larger than the shaft of a standard motor?