AMAZON multi-meters discounts AMAZON oscilloscope discounts
The conflicting pressures to reduce test time and generate more test data force an increasing level of computerization. In particular, extremely time-consuming UL thermal tests often require up to a week to test for all conditions specified by UL.
Fully automated 24-h test setups can easily reduce this time to less than a third of single-shift test duration.
Manual spectral analysis can require hours or days of detailed analysis on a limited number of motors, especially for brush dc gear motors. In contrast, automated systems can perform most types of standardized spectral analysis and diagnostics in seconds or minutes, while accepting or rejecting large numbers of motors against established limits. Although a certain amount of manual analysis will remain necessary over the next few years, the growing sophistication of automated systems will increasingly obsolete the manual techniques. Any motor company that fails to stay on top of this technology will experience considerable difficulty in overcoming the required learning curve.
The best engineering networks provide seamless data transfer among design, analysis, test, and manufacturing. This new technology opens the way to automatic comparison of calculated and empirical results, and even automated adjustments of FEA models. Furthermore, the cost of these systems has dropped enough that smaller companies can now afford to obtain the greater engineering productivity and reduced development time offered by this software. However, test programs must change to take full advantage of these new capabilities.
9.8.1 Twenty-four-Hour Test Bench
The greater precision of computer control reduces thermal test leveling times while nearly eliminating transition times in running-overload, safe operating area, and reduced-voltage tests. In addition, virtual charts eliminate manual transcription of data while improving accuracy.
Ill. 9.57 24-h computerized test bench. When combined with automatic voltage control, frequency changes, and switching of the cooling fan and test motor, computerized sequencing of tests permits 24-h unattended testing (see ill. 9.57). The number of test days can easily drop to a third or less of the time required for single-shift testing, especially when considering the lost thermal test time often found at the beginning and end of shifts. These major reductions in test time can result in an order-of-magnitude higher productivity with far more data, thereby freeing test personnel for other types of engineering work such as life testing and various kinds of engineering analysis. The following ac motor tests increasingly utilize this type of automation with 24-h test sequencing. (See Figs. 9.58 through 9.61.)
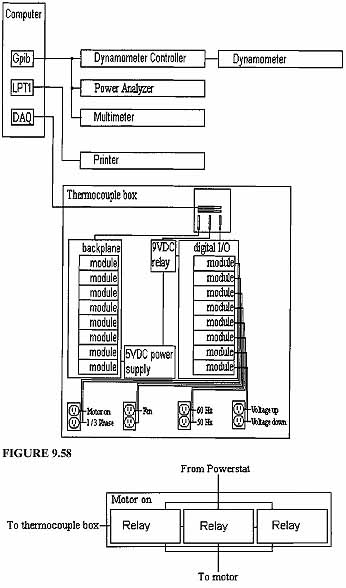
Ill. 9.58 Block diagram of 24-h test station. Ill. 9.59 Meter control
block diagram.
9.8.2 Locked-Rotor Test
This test determines the trip and reset temperatures at stall for a motor-protector combination. Before beginning additional locked tests at other conditions or intermittent-full-load or idle tests, the computer will start a fan to cool the motor to within 5 of ambient temperature. For continuous duty, the motor will restart and the fan will stop after the protector resets.
9.8.3 Full-Load Heat Run
Full-load tests include three common variations. For a given full-load torque, the computer maintains a constant torque until the winding temperature levels. For a given full-load current, the load torque changes during the test to hold a constant current until the winding temperature levels. For a given winding temperature, the load torque changes during the test to level the winding temperature as specified. The computer automatically acquires data, sends it to a file, and follows with a hard copy at the end of the test.
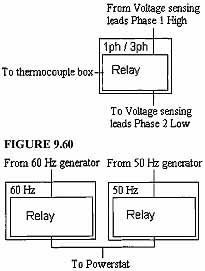
Ill. 9.60 Voltage control block diagram. Ill. 9.61 Frequency control block
diagram.
TABLE 9.2 -- Test Methods for Electric Motors and Generators
Test specification number:
112-1996 115-1995 304-1977 522-1992 620-1996 1107-1996
Test or description:
IEEE Standard Test for Polyphase Induction Motors and Generators IEEE Guide: Test Procedure for Synchronous Machines, Part 1-Acceptance and Performance Testing, Part II-Test Procedures and Parameter Determination for Dynamic Analysis IEEE Standard Test Procedure for Evaluation and Classification of Insulation Systems for Direct-Current Machines IEEE Guide for Testing Turn-to-Turn Insulation of Form-Wound Stator Coils for Alternating-Current Rotating Electric Machines IEEE Guide for the Presentation of Thermal Limit Curves for Squirrel Cage Induction Machines IEEE Recommended Practice for Thermal Evaluation of Sealed Insulation Systems for AC Electric Machinery Employing Random Wound Stator Coils
9.8.4 Running-Overload Test
Following a full-load-by-current test, the computer adjusts the torque to increase the current by 0.2A. After the winding temperature levels, the computer increments another 0.2A and repeats the test until the protector trips. The running-overload test may also follow the full-load-by-torque test.
9.8.5 Full- and Reduced-Voltage Idle Test
The motor runs without load, uncoupled from the dynamometer, until the winding temperature levels. If the protector trips, the computer reduces the voltage by 10 V, cools the motor to reset the protector, and continues the test until the winding temperature levels or the protector trips to initiate the next increment.
9.8.6 IEEE Tests
The Institute of Electrical and Electronics Engineers (IEEE) has, over the years, developed test methods for electric motors and generators. They are listed in Table 9.2 for reference. They may be obtained through the IEEE.